1. 선택 도금
선택 도금(Selective plating)은 도금 탱크를 이용하지 않고 전기 화학적으로 도금을 하는 방법으로 부분 도금으로 부르기도 한다.
직류 전원이 연결된 휴대용 양극에 부착된 흡수층에 도금액이 함유 되어 있는 형태이며, 음극은 도금될 무레에 연결하여 도금 회로를 구성한다.
도금은 전해질 용액이 포화되어 있는 양극을 물체에 접촉함으로써 국부적으로 이루어진다.
이 방법은 양극과 물체가 일정한 속도로 움직임으로써 균일한 도금을 얻을 수 있다. 장치 구성은 휴대형, 반휴대형 및 영구 설치형 등 다양하다.
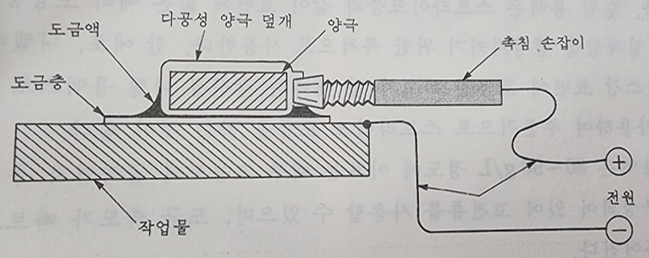
<선택도금 장치>
ㆍ공정
선택도금은 아크 용접과 도금을 합친 형태와 유사하다.
전원의 (+)극에 연결된 전극은 촉침(stylus)이라고 부르며 특별한 형태로 가공된 흑연봉에 연결된 양극이다.
전원의 (-)극은 도금될 물건에 연결한다.
양극은 면이나 폴리에스테르 천과 같은 다공성 섬유로 둘러싸여 있는 여기에 도금될 금속 이온을 함유한 전해액이 흡수 되어 포화 된 상태이다. 전해액으로 포화된 양극을 음극으로 대전 된 물체에 접촉시킴으로서 도금층이 형성 되며 이와 같은 과정을 모식적으로 나타낸 것이다.
이 방법은 도금층이 접촉 부위에 국한 되므로 국부적인 도금을 위하여 사전에 마스킹을 할 필요가 없으며, 도금층의 두께도 매우 정밀하게 조정할 수 있다.
ㆍ장치
장치는 기본적으로 고전압의 직류를 정밀하게 제어하며 공급할 수 있도록 설치된 특수 제작된 전원과 원하는 도금면의 형태로 가공된 흑연 양극, 도금될 물건에 연결하는 음극 케이블, 도금액을 지속적으로 공급하는 장치 및 전원 등으로 구성된다.
전원은 일반 도금용보다 훨씬 높은 20~30V까지 공급이 가능하고, 미세하게 전류 및 전압을 조정하여 시간당 도금량을 정확하게 측정할 수 있도록 제작된 정류기를 사용한다.
촉침은 절연된 손잡이를 가지고 있으며, 매우 순도가 높은 흑연 전극을 적절한 형태로 가공하여 만든다. 물체와 흑연 양극 사이의 간격이 3~5mm 정도 떨어져 있을 때 가장 도금이 잘 되므로 양극과 물체 사이에 존재하는 전해액 흡수 및 공급층의 두께는 이를 고려하여 정하는 것이 좋다.
ㆍ용액
대부분 고농도의 금속염과 유기 금속 착화합물이 수용액에 녹아 있는 형태로 제조사마다 조성에 차이가 있으며 특허품으로써 판매한다. 용액은 사전 준비 용액, 결합(Bonding) 용액 및 도금될 금속염을 함유한 도금(Building) 용액 등 사용 목적에 따라 세 가지 종류가 있다.
사전 준비 용액은 오염을 제거하기 위한 용액으로 금속 성분은 없는 것이 일반적이다. 결합 용액은 스트라이크층과 같이 표면에 얇은 예비 도금층을 형성하여 도금 후 밀착성을 향상시키기 위한 목적으로 사용한다.
한 예로, 니켈이나 크롬 및 스테인리스강 표면에 도금을 하고자 할 때에는 강산성 니켈 용액으로 구성된 결합 용액을 사용하여 부분적으로 스트라이크 도금을 하는 것이 좋다.
도금 용액은 80~90g/ℓ 정도에 이르는 매우 고농도의 금속염과 유기 금속 착화합물로 구성되어 있어 고전류를 사용할 수 있으며, 도금 속도가 빠르고 치밀한 도금이 이루어진다.
도금이 이루어지면서 소모 되는 금속 이온의 양에 상응하는 용액이 증발 되어지는 형태로 도금 조건을 설정하여 작업하므로, 도금 중간에 액을 보충하거나 조정할 필요는 없다. 작업이 끝나면 남은 용액은 필터로 거른 후 재사용하며, 도금층의 두께는 전원 패널에 장착된 전류-시간계를 이요하여 환산한다.
ㆍ적용 범위
선택도금은 부분적으로 도금이 되지 않는 도금면을 수리하거나, 마스킹을 하는 것이 비경제적일 정도로 복잡한 형상일 때 이를 적용하는 것이 일반적이다.
물건이 너무 커서 도금 탱크에 넣어 도금할 수 없거나 형상이 복잡하여 도금 후 도금액이 내부에 잔류할 위험이 있는 경우에도 사용 되어 질 수 있다.
보통 전기도금에 비하여 도금액의 가격이 매우 비사고 넓은 면적을 대량 처리하는데는 부적절하므로 특수한 목적이 있을 때만 사용하는 것이 일반적이다.
가공시 과도하게 연삭된 부분에 다시 금속을 입히거나, 고가 금속 도금층이 부분적으로 마멸되어 이를 수리할 때 많이 이용 되며, 금속을 도금하기가 까다로운 알루미늄 및 크롬 등에 도금하고자 할 때에도 효과적인 방법이다.
도금층의 두께는 0.25mm 이하인 것이 보통이며 그 이상을 도금하고자 할 때에는 숙련이 요구된다.
자료 출처 :
세진사 [방식 및 표면처리]
문운당 [핵심 도금ㆍ표면처리]
교육부 [금속 표면 처리]
'ㆍ공부 자료 > ㆍ표면처리' 카테고리의 다른 글
| 76. 고속도도금 (0) | 2025.05.16 |
|---|---|
| 75. 기능도금-3 (0) | 2025.05.15 |
| 73. 기능도금-1 (0) | 2025.05.15 |
| 72. 주석 및 주석합금도금-3 (0) | 2025.05.14 |
| 71. 주석 및 주석합금도금-2 (0) | 2025.05.14 |



