1. 응고 후의 조직
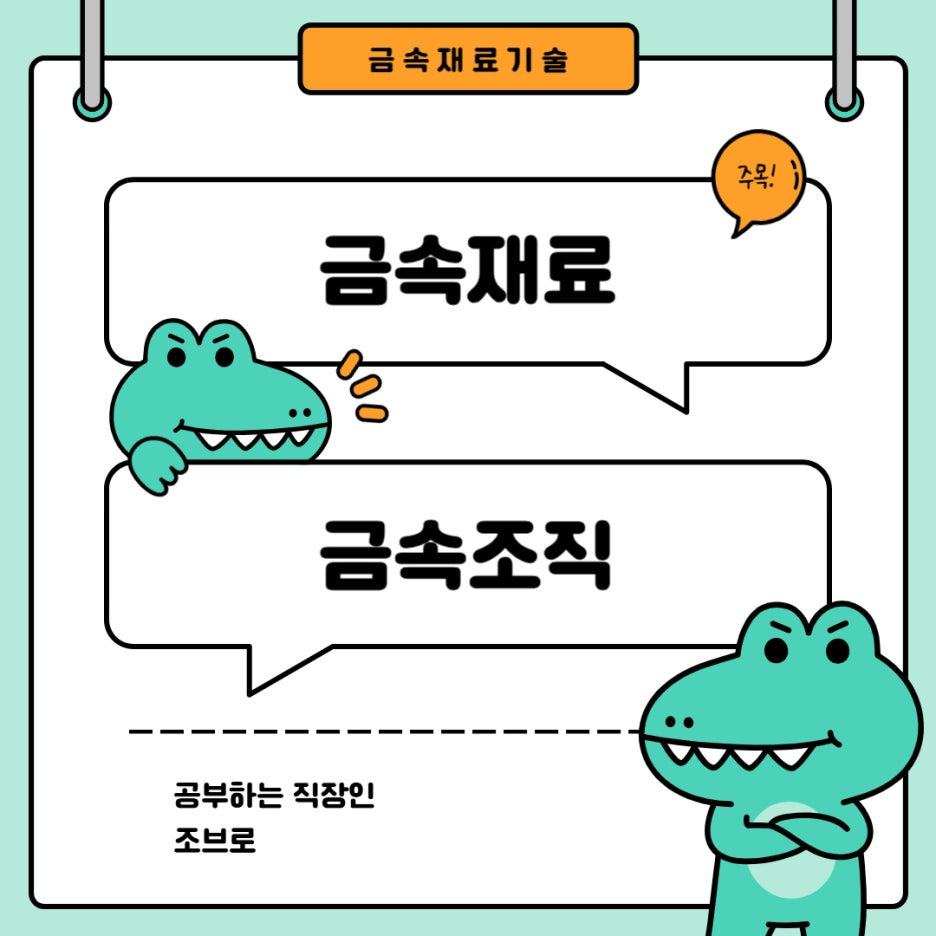
ㆍ주상조직
응고에 의한 결정입자의 크기와 모양은 핵이 생기는 수(N)와 그 성장속도(G)에 좌우될 뿐만 아니라, 열의 전도방향에도 지배되며, 빨리 냉각될 경우에는 특히 그 지배가크다.
예를 들면 용융한 금속을 주형(mould)에 주입하여 냉각하면 빨리 냉각되는 주물의 표면에 많은 핵이 생기며, 천천히 냉각되는 중심 부분에는 거의 생기지 않는다.
따라서, 결정은 표면에 평행인 방향에는 곁에 있는 결정 때문에 방해되어 발달하지 못하고 성장이 쉬운 중심 방향으로 길게 발달하여 그림과 같이 표면에서 중심 쪽으로 향하여 가늘고 긴 기둥과 같은 주상조직(columnar structure), 즉 주상정이 생긴다. 이것은 모래형보다 빨리 냉각되는 금속 냉각 주형(metal mould)의 경우에 뚜렷하다.
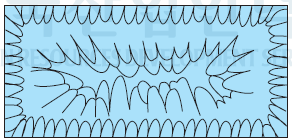
또한 주형의 표면이 (a)와 같이 직각으로 되어 있는 부분에는 그 2등분 면에 있어서 주상정이 부딪쳐서 경계가 생겨 주물의 약점(weak point), 약선(weak plane)이 되기 때문에 기계부품을 설계할 경우에는 (b)와 같이
모진 부분을 둥글게 하여 결정에 경계면이 생기지 않도록 하여야 한다. 이것을 라운딩(rounding)이라 한다.
ㆍ편석
작은 강괴(ingot)는 냉각의 경우, 모든 단면에 걸쳐서 거의 동시에 응고를 시작하므로, 미세한 결정 사이에는 불순물이 약간 포함된 융체가 남아서 약간의 결정 편석이 일어나기 때문에 단면 전체에 걸쳐 고르게 분포되므로 강괴편석(ingot segregation)은 일어나지 않는다. 그러나 큰 강괴에서는 주형의 벽에 가까운 부분부터 응고가 먼저
시작되고, 차례로 중앙 부분으로 응고해 나간다.
따라서, 주형의 벽에 접촉된 융체는 처음에 급속히 응고되어 비교적 불순물이 적고 순도가 높은 고용체로서 응고하지만 나중에 남은 융체는 불순물이 많은 상태로 응고된다.
따라서 큰 강괴에 있어서는 마지막에 응고하는 중앙 위쪽 부분에 심한 편석 (segregation)을 일으키는 경향이 있으며, 이러한 현상을 피하기 위하여 강괴의 상부를 절단하여 사용하기도 한다.
절단 방법으로 해결되지 않는 경우이거나 P이나 S 등의 불순물이 편석된 강괴를 압연하여 판이나 봉을 만들었을 경우에는 편석부분이 늘어나면서 긴 띠 모양을 나타낸다.
한편, 편석부위에는 P과 S의 양이 많으며, 그 둘레에 지철(순철에 가까운 철)이 아주 발달하여 황화물이나 산화물 등의 개재물(inclusions)도 많다. 이들이 여러 가지의 띠 모양을 나타내고 있는 것을 고스트 라인(ghost line)이라고 하며, 이 부분은 굳고 여리며, 또한 파손이나 부식이 가장 일어나기 쉬우므로 경우에 따라서는 재료
자체를 사용할 수 없다.
고스트 라인(ghost line)은 주형에 주입된 강괴가 바깥 벽부터 응고하면서 주상정 사이로부터 밀려나온 P이나 S 등의 불순물이 가운데로 이동하고, 가운데 부분에서 천천히 응고되는 자유 결정군에서 밀려나온 불순물과 만나 형성된 황화물과 P이 많은 띠모양의 편석부위를 말한다.
아래 그림은 주형의 직각 부분의 2등분 면에주상정이 부딪쳐서 직선 위에 불순물이 섞인 융체가 남아 심한 편석을 일으키고, 이것이 단조가공의 경우에 균열이 일으키는 것을 나타낸다.

즉, 이러한 코너 고스트(corner ghost) 등을 방지하는 방법으로도 앞에 설명한 라운딩을 하여 이 선을 될 수 있는 대로 짧게 하여야 한다.
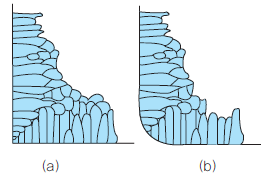
ㆍ수축관과 기공
금속이 용융상태에서는 체적이 크나 고체로 되면 수축이 생긴다. 이것을 응고수축(solidification shrinkage)이라고 한다. 최후에 남은 쇳물이 응고할 때에는 그 수축부분을 보충할 용액이 없으므로 그 부분의 내부에 공동이 형성된다.
이것은 강괴(ingot)의 표면과 내부와의 냉각속도에 큰 차이가 있을 때에 더 심하다.
이 공동을 파이프(pipe)라 하며, 파이프에는 강괴의 위쪽에 생기는 1차 파이프(primary pipe)와 아래 중심부에 생기는 2차 파이프(secondary pipe)가 있다.
용강의 경우 주형에 주입하여 응고할 경우, 체적으로는 약 4.5%, 길이의 방향으로는 약 1.5%가 수축되며, 물론 수축은 최후에 응고하는 강괴의 중앙 상부에 집중적으로 수축관(shrinkage pipe)을 형성한다. 내부가 완전히 응고할 때까지는 이미 응고된 외곽의 수축이 따르고 또한 주입 중에도 일부분 응고하므로 실제에 생기는 파이프의
체적은 2~2.5% 정도이다.
용강의 유입속도가 빠르거나, 유입 후에 주형 안에서 쇳물이 잘 유동할 경우에는 수축관이 깊이진다. 대개의 경우, 이 수축관은 표면이 산화되어 압연이나 단조작업 중에 단접되는 일이 없으므로 각종 제품으로 된 뒤에도 흠이나 균열로서 남게 되며, 재료 파손의 원인이 된다.
출처 : 한국산업인력공단 금속재료 자료 활용
'ㆍ공부 자료 > ㆍ금속재료' 카테고리의 다른 글
| 10. 금속재료-금속조직 (3) | 2024.07.27 |
|---|---|
| 9. 금속재료-금속조직 (5) | 2024.07.22 |
| 7. 금속재료-금속조직 (0) | 2024.07.21 |
| 6. 금속재료-금속조직 (2) | 2024.07.20 |
| 5. 금속재료-비금속재료 (0) | 2024.07.20 |



